


Sokoldalú termékpaletta
Széles termékkínálatunkban számos felhasználási területre ajánlunk termékeket. Termékeinkre egyre nagyobb az igény a falemeziparban, a kábelgyártásban, a gumi- és a műanyagiparban is.
Kapcsolatba lépni
Sokoldalú termékpaletta
Széles termékkínálatunkban számos felhasználási területre ajánlunk termékeket. Termékeinkre egyre nagyobb az igény a falemeziparban, a kábelgyártásban, a gumi- és a műanyagiparban is.
Kapcsolatba lépni
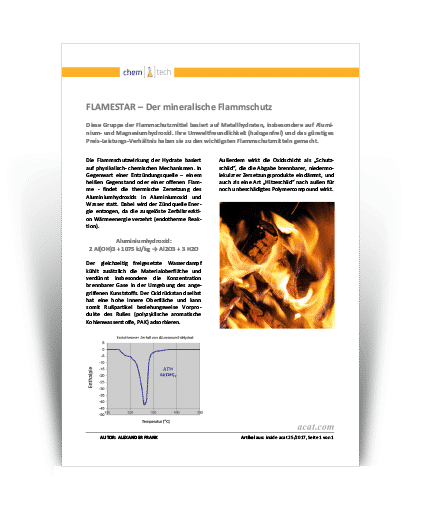
These flame retardants are based on metal hydrates, in particular on aluminium and magnesium hydroxide. Their environmental friendliness (halogen-free) and the favourable price / performance ratio have made them the most important flame retardants.
download >The flame retardant effect of metal hydrates is based on physical and chemical processes. In the presence of an ignition source – a hot object or an open flame – the thermal decomposition of the aluminium hydroxide into aluminium oxide and water takes place. During this process, energy is detracted from the ignition source, as the decomposition is an endothermic reaction.
Aluminium hydroxide:
2 Al(OH)3 + 1075 kJ/kg → Al2O3 + 3 H2O
At the same time, the released water vapour cools down the surface of the material and dilutes particularly the concentration of burnable gases in the surrounding area of the affected plastic material. The remaining aluminium oxide residue has a high internal surface where sooty particles or precursors of soot (polycyclic aromatic hydrocarbons, PAH) are absorbed.
Additionally the oxide layer acts as a “protective layer” containing the further release of low molecular weight decomposition products and it acts outward as a kind of “heat barrier” protecting the polymer against further decomposition.
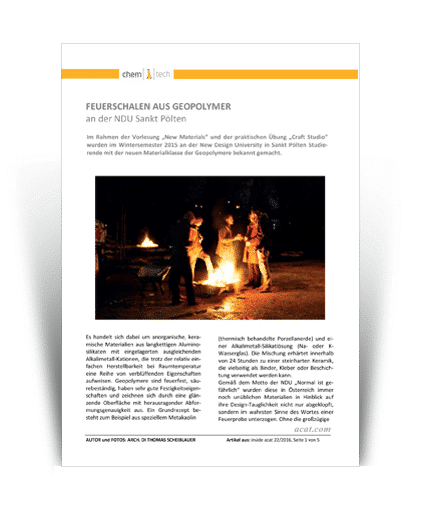
In the winter semester, 2015 of the New Design University in St. Pölten students became acquainted with the new material class of geopolymers within the lecture „New Materials” and the practical exercise „Craft Centre”.
download >Geopolymers are inorganic ceramic materials consisting of long chain aluminosilicates with incorporated balancing alkali metal cations. They can be easily produced at room temperature and they have a number of amazing features. Geopolymers are fire and acid resistant, they have very good mechanical properties and a shiny surface with an outstanding replication accuracy. For example, a basic recipe consists of special metakaolin (thermally treated china clay) and an alkali metal silicate solution (sodium or potassium water glass). Within 24 hours the mixture hardens to a rock- hard ceramic widely used as a binder, adhesive or coating.
According to the motto of the DU „Normal is dangerous,” these materials, which are still unusual in Austria, were not only tested regarding their design capability, but they also had to undergo a trial by fire. Without the generous donation of metakaolin (M 1000) and cordierite fireclay (Artal 23) of ACAT / Imerys the tests could not be performed. We would like to take the opportunity to thank Mr. Gerhard Zima, who made this possible.
First, in an introductory lecture, the historical background, application examples and the chemical nomenclature, introduced in 1979 by the founder of the research of geopolymers, Prof. Joseph Davidovits, were explained. (Davidovits 2011), (http://www.geopolymer.org/). Then the students made 42 small test specimens. The basic recipe of metakaolin and special potassium water glass could be freely varied, and in the selection of aggregates creativity was given free reign. For example, pine needles, earth with grass, metal chips, vitamin C effervescent and salt were used. The results were really surprising (not expected hardening, millimeter thick efflorescence). After one week the test specimens were removed from the molds, stored at room temperature for 34 days and then soaked for four days.
26 samples passed the water test, eight samples were damaged and eight were destroyed. According to Davidovits the water test proves, whether it is indeed a geopolymer bond or it is only a water glass bond.
In October everyone was very busy at the Craft Studio – functional fire bowls would be designed and manufactured, which would be fired with firewood during an evening party in November. The team of students chose their starting materials from a range of six materials: High performance concrete (HPC), refectory concrete, ultra-high performance concrete (UHPC), roman cement, geopolymer based on meta-kaolin and geopolymer based on fly ash / slag sand. For the fiber reinforcement coated basalt short fibers (alkali-resistant) and glass fiber were used, for the surcharges predominantly cordierite fireclay (Artal 23) in two different particle sizes and ordinary quartz sand were used.
14 bowls were made, three were made of metakao-lin-based geopolymer, three of geopolymer based on fly ash / slag sand, three of HPC with sand, three of HPC with Artal 23, one of UHPC and one was made of refractory concrete.
The specification for the moulding was: With expandable membranes and intermediate thin layer of material, various molding strategies should be tried. Some mixtures were difficult to process (UHPC, refractory concrete) and some were completely unsuitable for this particular method (roman cement).
|
But HPC and geopolymer could be easily adjusted to meet the rheological requirements of the foil method. The tests with geopolymer proved to be very useful for the addition of the liquid amount.
After one week the bowls were removed from the mold and stored at room temperature until the fire bowl party on 27 Novmber, 2015. The culture center „Lames” in St. Pölten with its gallery spaces and expansive outdoor areas was the perfect setting for the presentation of the project and the baptism of fire. Two cubic meters of firewood ensured sufficient fuel. The aim was to heat the fire bowls to the breaking point. The survival time of the bowls was between half an hour to several hours. Eight shells were completely destroyed, four were slightly damaged (hairline cracks, flaking); one really beautiful bowl, which was not fully fired, and one bowl „survived”despite several hours of firing without any damage.
his cup with a wall thickness of about 15mm was made of geopolymer based on metakaolin
and green pigment suitable for concrete. The reinforcement were basalt fibers and the sur-charge was cordierite fireclay (Artal 23).
Throughout the evening the bowl was used as a „hot dog stand” and it had only discolorations inside. There were no hair cracks and when knocking the sound was just like before firing. It is possible to fire it once again. The bowl made of geopolymer based on fly ash / slag sand survived the baptism of fire almost undamaged, just with one hairline crack. Two HPC bowls had small damages. Some bowls withstood the firing for a long time, but they broke into several parts when demounted.
The determination of the heat flux density the bowls were exposed can be obtained from literature. The specified combustion temperatures for the three main components of wood, cellulose, hemi-cellulose and lignin are 240-350 ° C, 200-260 ° C or 280-500 ° C (Spear Point
1999). The heat flux density of burning branches determined by Sullivan and others see diagram 1.
The steps in the curve resulting from the gradual combustion of twigs with different thickness, the thinnest ones burn first. The amount of energy (kWs / m²) consumed by the workpiece can be determined graphically (area under the curve). Alternatively, the heat current density can also be determined by the modified Stefan-Boltzmann law for non-black bodies (Lambertian reflectance)
P = ε(T) σ A T4,
By substituting the following values an average heat flux of P = 19,84 kW/m² is obtained: the Stefan-Boltzmann constant σ = 5.670 × 10-8, T constant 500 ° C (773 K) and a common emissivity for wood of ε=0,98. Then the area-based energy is
Ef = 19,84 * t [kWh/m²].
For 5 hours Ef = 19.84 * 5 = 99.20 kWh / m², which is significantly (estimated 2x) more than obtained by the more-realistic curve by Sullivan. But you can gain a qualitative estimation of the magnitude of the not inconsiderable energy exposed to a fire bowl.
Which factors were decisive for the fire resistance? Clearly positive was the use of fireclay instead of quartz sand, although the volume-increasing conversion of α-quartz into β-quartz only takes place at 500-575 ° C. It seems that the lower (factor 10) expansion coefficient
of the fire clay is decisive.
The amount of basalt fibers used had a positive effect also – the more, the better. In contrast, the glass fiber grid could not prevent the concrete chipping above the grid. From about
300 °C up, the evaporated crystal water of the CSH phase of the concrete systems caused explosive spalling. This was the case with one of the four damaged bowls. About 25 minutes after starting combustion there was a spalling with a loud bang directly under the seat of fire. A favorable shape of the bowl can compensate for this, as it turned out that despite intensive firing a round step pyramid shape was only slightly damaged (1 hairline crack).
As the chemistry of geopolymer compounds works without bonded water, this risk factor is eliminated in geopolymers. An additional positive impact on the strength of the geopolymer are longer mixing times of the metakaolin and alkali-silicate solution. The geopolymeric solidification reaction takes place in two stages: first there is a resolution of metakaolin and then a polycondensation or a geopolymerisation. The efficiency of the reaction can be increased by the supply of mixing energy during solution phase.
In summary, up to about 500 ° C simple geopolymer mixtures can also be used for fire-resistant applications, if certain conditions are observed (suitable fiber reinforcement, mixing, fireclay). High performance concrete with microsilica is equal to it, if it is sufficiently reinforced with fibers and if fireclay instead of sand is used.
The setting of the workshop was not made on the basis of academic criteria to allow an informal experimentation and to get to know the new material. Nevertheless, the experiences gained are very important for all participants, for the future handling of geopolymers and for the arising of curiosity regarding this promising material.
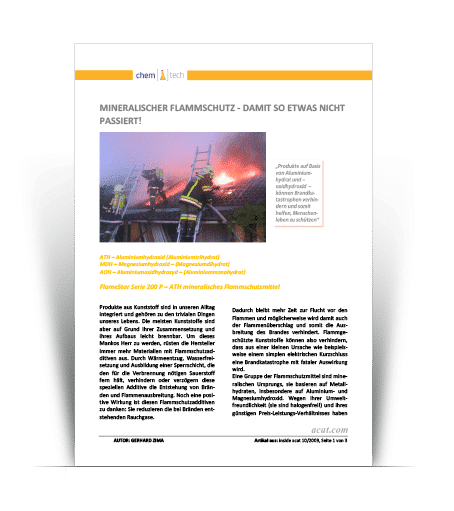
Plastic products have become an integral part of everyday life, but due to their composition and structure most plastics are highly combustible. In order to come to grips with this problem, manufacturers are now adding flame retardants to more and more materials.
download >Plastic products have become an integral part of everyday life, but due to their composition and structure most plastics are highly combustible. In order to come to grips with this problem, manufacturers are now adding flame retardants to more and more materials. These additives prevent or delay the development of fire or a flashover by heat withdrawal, water release or by the formation of a barrier layer that keeps away the oxygen required for combustion.
Another positive effect is that they reduce the flue gases arising from fires allowing more time to flee from the flames. Flame retardant plastics can prevent fire disaster with disastrous consequences caused by a occurrences such as a short circuit in electric power lines.
A group of flame retardants are of mineral origin. They are based on metal hydrates, particularly on aluminium hydroxide and magnesium hydroxide.
Over the years they have become well-established as the most important fire retardants due to their environmental friendliness (they are halogen-free) and their favourable price: performance ratio.
The flame-protecting effect of metal hydrates is based on a physio-chemical mechanisms.
The diagram on page 28 shows the endothermic decomposition of metal hydrates in the case of fire. The decomposition of aluminium oxide is as follows: In the presence of an ignition source – a flame or a hot object – the thermal decomposition of the aluminium hydroxide into aluminium oxide and water takes place. During this process, energy is detracted from the ignition source, as the decomposition is an endothermic reaction.
At the same time, the released water vapour is cooling the surface of the polymer and it particularly dilutes the concentration of burnable gases in the surrounding area of the burning plastic.
The remaining aluminium oxide residue has a high internal surface where sooty particles, respectively polycyclic aromatic carbon hydrates (PAC) are absorbed. Additionally the oxide residue acts as a barrier, disabling the further release of low molecular weight decomposition products as well as a heat barrier protecting the polymer against further decomposition.
The decomposition reaction of the metal hydroxides starts at different temperatures. Aluminium hydroxide has the lowest decomposition temperature – the endothermic phase transition starts at around 200°C. Therefore, aluminium hydroxide is used only up to 200° C processing temperature. For higher process temperatures magnesium hydroxide and aluminium oxide are used. For a constant flame protection the lower energy requirement for the decomposition of aluminium hydroxide must be compensated with a higher degree of filling. This is willingly accepted as very good processing and final properties are obtained in combination with other flame retardants.
Bauxite – the most important aluminium ore
Bauxite is the world’s main source of aluminium. It consists of several aluminium minerals mainly of gibbsite (gibbsite, Al (OH) 3) and it is a transformation product of aluminium-rich rocks. In 1821 Bauxite was discovered by the French geologist Pierre Berthier in Sothern France. He named the mineral after the place of discovery, the village Les Baux, Provence. Usually bauxite is strip mined because it is found near the surface. The Bayer process is the principal industrial process of bauxite refining. To produce aluminium (aluminium oxide) bauxite is digested by washing with a hot solution of caustic soda under pressure. The aluminium oxide of the ore is converted into soluble sodium aluminate and it is separated from insoluble impurities. The solution is cooled and high-purity aluminium hydroxide with a particle size of 100µ precipitates. This is the raw material for further processing. Mainly (from about 95 percent) metallic aluminium is produced. The rest is used in non-metallic applications.
Further processing of the „raw aluminium hydroxide” depends on required properties. To achieve different particle sizes and characteristics, such as processing viscosity, mechanical strength and elasticity as well as optimum packing density, it is grounded and sifted.
By partial chemical dissolution products with relatively low viscosity and electrical conductivity are produced. They are mainly used in flame-retardant resin compounds in electronics industry. A basic rule is: the finer the filler used, the lower the influence on mechanical properties. These fine particle products are produced by complete chemical dissolution under temperature and subsequent precipitation. The requested grading is achieved by particle size and process control during cooling down.
Over recent years flame retardants based on aluminium hydrate have experienced the highest rate of growth. They are able to prevent from disastrous fires or to reduce at least their impact; and thus protect economic assets and human lives.
Applied Chemicals International Group AG
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 82
Applied Chemicals International AG
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 82
Applied Chemicals Handels-GmbH
Wolfgang Pauli-Gasse 3
A-1147 Wien
Österreich
T +43 1 979 3473 0
Technic & Production Center
Wertheimgasse 1
A-3270 Scheibbs
Österreich
T +43 1 979 3473 14016
Applied Chemicals Anwendungstechnik (Deutschland) GmbH
Wallbrunnstraße 24
DE-79539 Lörrach
Deutschland
T +49 7621 1543 70098
ACAT Alkalmazástechnika Kft
Budaörsi út 165. II/1.
HU–1112 Budapest
Ungarn
T +36 1 224 0322
Applied Chemicals International AG, Zweigstelle Milano
Viale A. Doria 42
I-20124 Milano
Italien
T +39 02 870430 12
Applied Chemicals Application Technology ZA (PTY) Ltd
207 Plantations, 47 Shongweni Rd
ZA-3610 Hillcrest
Südafrika
T +27 31 765 5096
Applied Chemicals Schweiz GmbH
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 80


