


Különböző kémiai bázisok
Különböző kémiai bázisú nedvesítő és diszpergáló szerek hatalmas választékát kínáljuk. Termékeink felhasználási területei a festékek és lakkoktól egészen az ipari alkalmazásig terjednek.
Kapcsolatba lépni
Különböző kémiai bázisok
Különböző kémiai bázisú nedvesítő és diszpergáló szerek hatalmas választékát kínáljuk. Termékeink felhasználási területei a festékek és lakkoktól egészen az ipari alkalmazásig terjednek.
Kapcsolatba lépni

Our supplier Münzing Chemie and Applied Chemicals feel the responsibility of contributing towards environmental protection and sustainable development. With the bio‐based additives of Münzing Chemie a variety of additives is available to meet these criteria.
download >Sustainable development is development that serves the needs of the present generation without compromising the ability of future generations. The paint and coatings industry is increasingly aware of the need to produce in a sustainable manner. The marketed products must not only be economically but also socially and ecologically sustainable. Sustainability is originally a forestry principle according to which no more wood must be cut down as can
regrow respectively. Raw materials for paints based on regenerative raw materials help to achieve this overall goal of sustainability.
Both Münzing Chemie, as a producer, and Applied Chemicals as a supplier have already been certified according to Responsible Care. This program is a global initiative of the chemical industry to continuously improve the environmental, health, safety and security knowledge and performance of our technologies, processes and products over their life cycles so as to avoid harm to people and the environment. In addition, both companies meet a number of other certifications such as ISO 9000, 14001, 50001.
The biobased additives of Münzing Chemie also meet a variety of biolabels.
The available additives cover a wide spectrum of services. In the table below the main product groups are listed:
_AGITAN / DEE FO / FOAM BAN
_TAFIGEL
_METOLAT
wetting / dispersing agent
_EDAPLAN
wetting / dispersing agent
_AGITAN P powder defoamer
_METOLAT P
powder shrinkage reducing additive
_METOLAT P
powder wetting agent
Depending on product, the additives consist of a significant different high organic content.
Some examples with their respective share of the raw materials that are not based on fossil origin are listed below.
_AGITAN 109 (ca. 70%)
_AGITAN 271 (ca. 50%)
_AGITAN 301 (ca. 85%)
_AGITAN 361 (ca. 95%)
_AGITAN 373 (ca. 95%)
_EDAPLAN 397 (ca. 30%)
_LEUKONÖL LBA2 (ca. 85%)
_METOLAT 250 (ca. 85%)
_METOLAT 367 (ca. 33%)
_METOLAT 368 (ca. 99%)
_METOLAT 388 (ca. 50%)
_METOLAT 390 (ca. 70%)
_METOLAT P 588 (ca. 65%)
_METOLAT TH 75 (ca. 87%)
_OMBRELUB 533 (ca. 97%)
_OMBRELUB 730 (ca. 85%)
With the additives of Münzing Chemie, Applied Chemicals can cover a variety of applications with biobased additives.
Our representatives will gladly advise you to find the most suitable product for your application.
ACAT distributes a number of dispersing agents from Münzing Chemie. I want to introduce some fields of application of our various products.
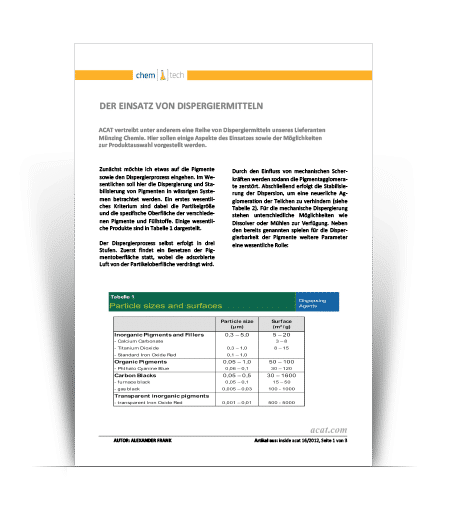
download >First of all I want to deal with pigments and the dispersing process, primarily with the dispersion and stabilisation of the pigments in aqueous solutions. The key criteria are particle size and the specific surface of the different pigments and fillers. Some of the most important products are presented in table 1.
The dispersing process consists of three stages. First is the wetting of the pigment surface, thereby the adsorbed air is displaced from the particle surface. Then the pigment agglomerates are destroyed by mechanical shear forces.
Finally, the dispersion is stabilised to prevent a further agglomeration of the particles (see table 2). For mechanical dispersion dissolvers or mills are used.
The following parameters are the decisive factors for the dispersing properties of the pigments
The dispersing agents have to meet the following requirements:
> high charge of the pigments, viscosity
The stabilisation of the dispersion is based on several effects depending on the dispersion agent used. It may be either an electrostatic stabilisation, where the charge of the dispersing agent plays an essential part, or a steric stabilisation, where the chemical construction and the molecular weight of the dispersing agent are the key factors. If the wrong agent is used problems may occur:
Our supplier Münzing Chemie, offers a large number of laboratory tests for the selection of the most suitable agent and we can offer this service also to our customers. Our sales team will be happy to advise you on the optimal use of our products.
ACAT distributes a range of wetting agents from our supplier Münzing Chemie. In this article I would like to present some aspects for the use of these products and the possibilities of product selection.
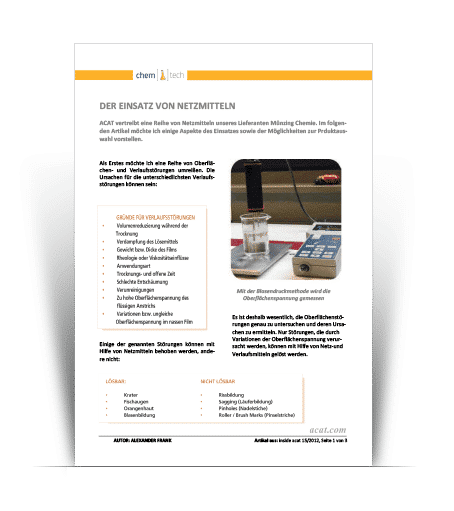
download >First I want to outline some surface defects and flow problems. The reasons for the different flow problems can be:
Some of these problems can be solved with wetting agents, others not:
Therefore it is essential to accurately study the surface defects and to determine their causes. Only disruptions that are caused by changes of surface tension can be solved with wetting and levelling agents.
From this, it follows that the surface tension of the coating is the most important criterion for a good wetting. Surface tension has to be lower than the surface energy of the substrate. In water-based systems wetting agents are necessary to reduce surface tension.
For the measurement of the surface tension a number of methods are available. One of these methods is the Ring Method by Du Noüy.
It is a classic method for the measurement of static surface tension. Here, a platinum ring is placed on the surface of a liquid and then withdrawn slowly. Between liquid and surface a lamella is formed. The maximum force at which the lamella breaks is determined and used to calculate the surface tension.
Another measurement method is the so-called bubble pressure method. This is the most common method for determining the dynamic surface tension. Thereby, air is pumped through a tube into a liquid. The rising bubbles produce counter pressure DP at the exit of the tube. This pressure is related to the surface tension of the liquid. Using the Young- Laplace equation the dynamic surface tension sd can be calculated taking the bubble radius r into account.
For selecting the right wetting agent some additional parameters have to be considered. In addition to the measurement of the surface tension parameters such as the behaviour of defoaming, visual assessment and some others play a significant role.
Therefore, we are pleased to offer our customers a trial in the laboratory of our supplier Münzing. Our field staff will be happy to advise you on the optimal use of our products.
Also at this year‘s ECS, our supplier, the Münzing Chemie GmbH, presented exciting product innovations.
download >In an increasingly colourful world, colour pastes are an increasingly important ingredient for many applications. In order to correctly prepare the pigments, however, the appropriate dispersing agent is required. Münzing has developed three further products and expanded its portfolio in addition to the already existing broad range. Our field staff will be happy to advise you on the optimum selection of product and to support you in your laboratory work.
EDAPLAN® 916
EDAPLAN® 916 is a solvent-free dispersing and wetting agent with an active ingredient content of 100 percent. It has been developed to disperse inorganic pigments for the universal use in both, water and solvent-based systems, including high-solids. It is ideal for the produc-
tion of coatings as well as for the production of resin-free pigment concentrates. EDAPLAN® 916 stabilizes dispersed pigments and reduces mill-base viscosity. Gloss and colour development are improved and re- flocculation respectively rub out is prevented. Using EDAPLAN® 916, there is no need to adjust the pH value of the grind/pigment concentrate. The product is free of organic solvents.
EDAPLAN® 917
Properties / Applications: EDAPLAN® 917 is a solvent-containing dispersing and wetting agent with an active ingredient content of 35 percent. It has been developed to disperse inorganic pigments for universal use in both, water and solvent based systems, including high-solids. It is ideal for the manufacturing of coatings as well as for the manufacturing of resin free pigment concentrates. EDAPLAN® 917 stabilizes dispersed pigments and reduces mill-base viscosity. Gloss and colour development are improved and re-flocculation respectively rub-out is prevented. Using EDAPLAN® 917 there is no need to adjust the pH value of the grind/pigment concentrate. The product is VOC-free.
EDAPLAN® 918
Properties / Applications: EDAPLAN® 918 is a
solvent-free dispersing and wetting agent with an active content of 100 %. It has been developed to disperse organic pigments, carbon blacks and inorganic pigments for universal use in both, water and solvent based systems, including high solids. It is ideal for the manufacturing of coatings as well as for the manufacturing of resin free pigment concentrates. EDAPLAN® 918 stabilizes dispersed pigments and reduces millbase viscosity. Gloss and colour development are improved and re-flocculation respectively rub Out is prevented. The product is free of organic solvents.
The requirements for mineral based mortars have been steadily increasing in the last decades. Without additives it is hardly possible to cope with these technical challenges. The content of additives in dry mixes normally ranges between 0.1 and 10%. Nevertheless these additives do have a crucial influence on the properties of the mortar. There are several kinds of additives used in dry mix mortars, e.g. air‐entraining agents, accelerators, retarders, superplasticizersand rheology modifiers. In this paper three other product groups are discussed more in detail: shrinkage reducing agents, powder defoamers and powder dispersants.
download >SHRINKAGE REDUCING AGENTS
Excessive shrinkage of cement and the resulting crack formation is one of the most severe problems in the field of cement based construction materials. The cracks do have negative influence on several properties of the applied material, such as visual appearance, usability and durability.
Theory of Shrinkage
Shrinkage is defined as the load independent volume reduction during the drying process of hardened cement paste. This effect is caused by a reduction of the moisture content of the hardened cement paste. There are four different types of shrinkage, depending on the time and reason of appearance[1].
The early shrinkage (plastic shrinkage, capillary shrinkage) takes place in the plastic phase from the beginning of the hydration until the start of the solidification process. It results from capillary forces arising from the withdrawal of water from the fresh mortar. The reason for this is e.g. evaporation of water from the mortar or water absorption of the aggregates. Depending on the formulation the early shrinkage varies in value but the resulting cracks are quite large.
The early shrinkage is the only type of shrinkage that can be reduced by timely curing or decelerated hydration. A reduction can be achieved by covering the fresh mortar with plastic foil, spray with water, curing additivesor paraffin based dispersions. The chemical or autogenous shrinkage takes place in the first days of the hardening process. It is based on the fact that the volume of the cement gel (hydrate phase) is smaller than the combined volume of mixing water and cement. In the case of complete hydration the volume of the hardened cement paste (water/cement ratio = 0.4) is about 92% of the volume of the hydrate phase. In the hydration process the amount of
free flowing water is reduced and the cement is using water from the capillary pores. This leads to self‐desiccation of the pores with the chemical fixation of water in the cement gel. For this reasons the process of autogenous shrinkage depends on the w/c value. Especially
low w/c values promote autogenous shrinkage. Drying shrinkage is to be understood as the loss of free, chemically uncombined water from the hardened cement paste. The hardened cement paste yields water until it is balanced to the ambient moisture.
|
|
This process is reversible and diffusion controlled and for this reason very slow. It depends on the ambient moisture, the composition and the dimension of the surface. Like the autogenous shrinkage the mechanism of drying shrinkage is based on the fact that water is dispensed from the capillary pores. In the case of autogenous shrinkage this process is caused by a physicochemical process (hydration) and not by a simple evaporation to the ambience. Another slow shrinkage process is the so‐called carbonation shrinkage. This irreversible process is caused by a chemical reaction between the ambient atmosphere (carbon dioxide) and the calcium hydroxide of the hardened cement paste. In this reaction calcium carbonate and water is formed. The water is dispensed from the hardened cement paste to balance to the ambient moisture. The carbonation shrinkage is a very slow process that lasts from months to decades and the resulting shrinkage effect is quite small.
Composition and Mechanism of Action
To understand the mechanism of action of shrinkage reducing agents it makes sense to take a closer look on the mechanism of cement hydration and hardening. The literature discusses several models for this process. In the context of this article it is useful to focus on one model that is feasible to explain the process of shrinkage reduction. The classical assumption is that cement and water form a network of colloidal hydration products that is called cement paste or gel[2]. This paste mainly consists of calcium silicate hydrates, where water is bound in different modes. On one hand as chemically bound water of crystallization in the calcium silicate hydrates, and on the other hand adsorbed to the gel particles orfinally as free flowing capillary water. In the course of the hydration process the distance between the gel particles is getting smaller and the layers of adsorbed water are no longer developed properly and water condenses in these areas. This so called capillary pore water creates pressure onto the gel particles. This pressure deforms the gel particle and the pore structure is enlarged. In the end this process is the reason that leads to shrinkage of the cement paste in the ongoing desiccation. There are several options to reduce shrinkage in the hardened cement paste. This can for example be achieved by a volume expansion in the early phase of the hydration by adding sulphate (gypsum)[3, 4] or formation of hydrogen cavities (addition of aluminum powder). As mentioned earlier the evaporation of water from the fresh mortar can be reduced by covering with plastic foil, sprinkling with water or paraffin based dispersions. Especially in the field of dry mix mortars with high quality demands powder shrinkage reducing agents are used often, e.g. in systems with large surfaces such as self‐leveling compounds, anchoring mortars and also repair mortars. Shrinkage reducing agents contain surface active components to reduce the surface tension of water in capillarypores. Experience has shown that a lot of nonionic surfactants with distinct hydrophobic character the conventional used substances have a big drawback. They are not VOC‐free. Because of a constantly growing demand of the markets, low emission systems will become more important (e.g. EMICODE). For this reason modern shrinkage reducing agents are formulated VOC‐free to meet these requirements. For easy handling the active ingredients are applied onto specific carriers with high adsorption and fast desorption capacity.
Different mechanisms of action are discussed for shrinkage reducing agents. On one hand hardly soluble calcium hydroxide, which is generated by hydration of the cement, is complexed by the active ingredients of the shrinkage reducing agent and kept in solution. Therefore the hydration process is decelerated. On the other hand because of their surface active properties the ingredients are reducing the water loss from the capillary pores which leads to a decreased capillary tensile stress. These processes lead to larger distances between the cement paste particles and as a result the autogenous and drying shrinkage is reduced[5].
Experimental and Results
To show the mode of action of shrinkage reducing agents a guide formulation for a self‐leveling compound is used (see Table 1). The mixing is done by using a Hobart mixer with a short mixing time of 1‐2 minutes to simulate the processing at the construction site. The shrinkage is measured using DIN 52450. To do so three standardized specimens are produced in a special casting mould.
|
After 48 hours the specimens are removed from the mould und the length is measured (see Figure 1). The specimens are stored for three months under standardized conditions (23°C an 50% rel. air humidity) and their length is determined in periodical intervals. The value of shrinkage is given in millimeters per meter (mm/m) in relation to the reference value. Early shrinkage cannot be observed with this method because the reference value is measured after drying of the specimen. As shown in Figure 2 shrinkage is reduced by over 20% after 2 months. The early shrinkage can be detected by using laser distance measurement. The self‐leveling compound is applied to a mould build from plastic foil and window sealing tape. The base is a leveled glass plate. Two polystyrene based reflectors are positioned on the self‐leveling compound and adjusted perpendicular to the laser beam. The change in length during the hardening process is recorded. At the end of the test the final length is measured using a precision sliding caliper and calculated back to the starting distance (see Figure 3).
The length reduction is calculated in mm/m. The result of the experiment is shown in Figure 4. Straight after the application the self‐leveling compound expands excessively. This effect changes into a massive shrinkage after 4‐5 hours. By using a shrinkage reducing agent both effects are reduced significantly.
Powder Defoamer
Powder defoamers are used in a lot of dry mix mortar formulations. These are for example systems based on cement, gypsum, limestone and redispersible polymer powders (leveling compounds, screeds, tile adhesives, joint fillers, powder paints, plasters, repair mortars).
Function and Composition
Powder defoamers are used to reduce and control the air content in wet mortars (see Figure 5). In general this leads to an increased stability of the mortar. Not in every case low air content is preferred. Tile adhesives are formulated with higher air content to achieve a better workability and accurate adjustment of tiles. Also in lightweight screeds higher air content is important to save weight. Powder defoamers consist of a liquid phase which is applied on solid carriers with high adsorption
|
|
and fast desorption capabilities. Powder defoamers should provide free‐flowing properties and a low tendency to form lumps during storage. The liquid phase of the defoamer consists of compounds with influence on the surface tension of the wet mortar, e.g. hydrocarbons, polyglycols or polyethersiloxanes. The wetting properties of the liquid components are crucial to achieve a homogeneous and bubble‐free surface of the mortar. More hydrophobic formulations provide more defoaming effectivity, but tend to generate surface defects like stains and pinholes (Figure 6). Sometimes interactions between defoamers and plasticizers could be observed which also lead to an inhomogeneous visual appearance. Therefore it requires a skilled selection of the defoamer composition for a given dry mix mortar. Often intensive empiric defoamer screenings are needed to achieve the best compromise between defoaming power and visual appearance of the applied material.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Experimental and Results
|
To illustrate the effect of powder defoamers a guide formulation for a self‐leveling compound, containing 0.3% defoamer is blended in a Scandex mixer. The compound is then mixed with water by using a kneading machine for 30 seconds. As mentioned earlier short mixing times and low shear rates simulate the processing at the construction site. To check the influence of the defoamer on the properties of the self‐leveling compound different parameters are measured. The flow rate is obtained with a Hagermann table and the wet density by using a pycnometer. The dry density is measured by producing a specimen that is coated with a protective lacquer after drying. The density of the specimen is obtained by weighing in water and air. The optical appear-ance is judged with the help of a petridish casting. The results are shown in Table 2. In this case defoamer 3 shows the best results.
Powder Dispersants
Powder dispersants can be used to accelerate and improve wetting of hydrophobic components in mineral mortars during mixing with water. These hydrophobic components can be for example fibers, pigments or silica sand. For this reason powder dispersants are mainly used in colored joint fillers, fiber‐reinforced mortars and machine mixed mortars.
Powder dispersants increase colour strength in pigmented systems, reduce floating of pigments to the surface and attain a homogeneous surface (see Figure 7). The wetting of reinforcement‐fibers is improved and floating to the surface can be suppressed. This leads to a higher stability of the mortar. In machine mixed mortars the mixing time is reduced and therefore higher delivery rates can be achieved. In some cases combining powder defoamers and dispersants generate synergetic effects that result in more smooth and homogeneous surfaces (see also Figure 7). The surfactant molecules are wetting the surface of fibers, pigments and aggregates. One can distinguish two different mechanisms of action: electrostatic and steric stabilization. In the case of electrostatic stabilization the surface of the particle is covered with ionic additives. If all particles are charged identical, electrostatic repulsion takes place.
If the repulsive forces are stronger than the opposite attractive forces, reagglomeration of the particles is prevented. In the case of steric stabilization high‐molecular polymers stick to the particle surface. The polymer branches are covering the particle surface to inhibit the approach of other particles and reagglomeration is prevented. It is possible to combine both stabilizsation types in one surfactant molecule.
Experimental and Results
The mode of action of powder dispersants is demonstrated by using a black joint filler. The colour is generated by incorporation of black iron oxide pigments. The black joint filler is blended with 0.5% of powder dispersant.
To avoid negative impacts of the dispersant regarding workability and consistency, the same parameters are measured as mentioned in the previous paragraphs. To evaluate the dispersing properties of the joint filler, colour strength and L‐values are measured using a Datacolor colorimeter. The colour strength describes the capability of the pigments to tint the filler.
In this example the dispersant increases the colour strength by 45% (see Table 3). The L value is a measure of the brightness of the surface and the L axis describes the achromatic colours in the L*a*b* colour space. The scale ranges from 0 (black) to 100 (white). A decrease of the L value in this specific example means that the joint filler appears more black.
Applied Chemicals International Group AG
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 82
Applied Chemicals International AG
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 82
Applied Chemicals Handels-GmbH
Wolfgang Pauli-Gasse 3
A-1147 Wien
Österreich
T +43 1 979 3473 0
Technic & Production Center
Wertheimgasse 1
A-3270 Scheibbs
Österreich
T +43 1 979 3473 14016
Applied Chemicals Anwendungstechnik (Deutschland) GmbH
Wallbrunnstraße 24
DE-79539 Lörrach
Deutschland
T +49 7621 1543 70098
ACAT Alkalmazástechnika Kft
Budaörsi út 165. II/1.
HU–1112 Budapest
Ungarn
T +36 1 224 0322
Applied Chemicals International AG, Zweigstelle Milano
Viale A. Doria 42
I-20124 Milano
Italien
T +39 02 870430 12
Applied Chemicals Application Technology ZA (PTY) Ltd
207 Plantations, 47 Shongweni Rd
ZA-3610 Hillcrest
Südafrika
T +27 31 765 5096
Applied Chemicals Schweiz GmbH
Neubadstrasse 7
CH-4054 Basel
Schweiz
T +41 61 282 82 80


